ˮ��ĥ�C������ˮ�����a�ĺ��ĭh������ۉm��Ⱦ���}�L���Ƽs���ИI�Gɫ�lչ�����y�������m���m��̎�����ַۉm�����y�ԑ����O�������e��߅�Dž^�����ȟo�M���ŷņ��}��������ϵ�y�{����ؓ�����m��Դ�^�������YԴ���յȃ��ݣ��ɞ�ˮ��ĥ�C���ۉm�����ļ��gͻ�ƿڡ����ĽY�Ϸ�ɄP�h����I�Ĺ��̌��`��ϵ�y�U��������ϵ�y��ˮ��ĥ�C���đ���ԭ�������g���ݼ���ʩ·����
һ��ˮ��ĥ�C���ۉm��Ⱦ�����c�����y�c
1.1 �ۉm��Դ�cΣ��
ˮ��ĥ�C���ۉm��Ҫ��Դ�ڣ�
ĥ�C���w�������cʯ������ĥ�^���Юa���������ۉm������<10��mռ�ȳ�60%����
ݔ��ϵ�y������ݔ�͙C�������C���O���\�D�r�����ϛ_���a���P�m��
���b�h����ˮ����������^������≺���ӌ��·ۉm���硣
��ۉm�����x�������裨SiO����ȸ��_15%-30%���L�ڱ�¶�����l�m�β����I����ͬ�r�ۉm���e�������O��ĥ�p������ĥ�C���S�Љ����s��30%-50%��
1.2 ���y�������g�ľ�����
���y�������m����������̰壺
���wä�^�����O����桢�ܵ��B��̎�ȟo�M���ŷ�Դ����Ч�����ޣ�
������Ⱦ���˹�����^���ГP�m��ȿ��_50-100mg/m³���h���I���|��ֵ��8mg/m³����
�YԴ���M�����շۉm��ˮ�����Ӵ�8%-15%����ֱ�ӻ�������ˮ���|�����ӡ�
����������ϵ�y���gԭ���c���ă���
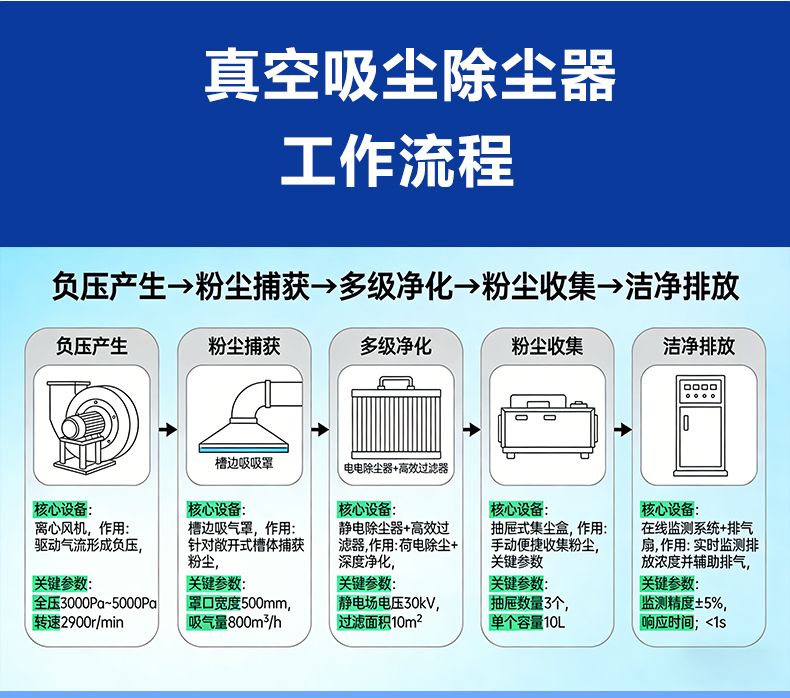
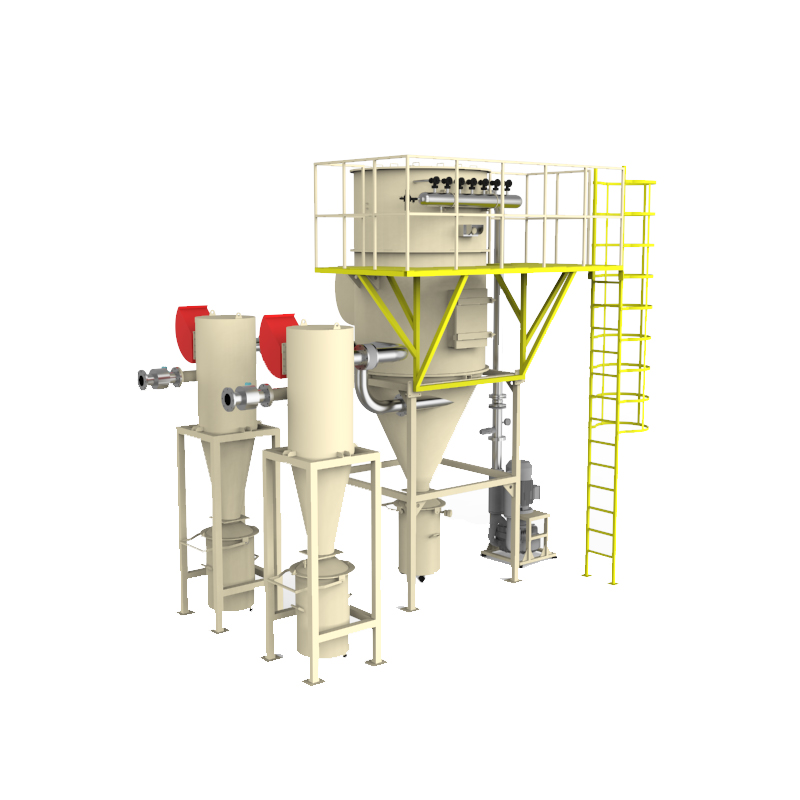
2.1 ϵ�y����ԭ��
������ϵ�yͨ�^��ؓ�����m-��·ݔ��-�༉�^�V-�ۉm���ա��]�h���̌��F������
1. ؓ���l����Ԫ�����Â������L�C���_����ձîa��-15��-25kPaؓ�����������_2500-3500Pa��
2. ���m���߽M������������m�ۡ����ˢ�^���M�p����ȹ��ߣ��������O��p϶��*С���_5mm����
3. �^�V���x��Ԫ�����ø�Ĥ�����VͲ���^�V����0.5��m�������L���x�������F��̷��xЧ�ʡ�99.5%��
4. �ۉm���Ն�Ԫ���������]ʽ����ݔ�͙C�����ݔ���b�ã������շۉmֱ��ݔ����ԭ�ς}��
2.2 ���g���ݽ���
Դ�^������ͨ�^�ֲ����m���F�ۉm�����a�����ռ���������Uɢ�����I�h����
��Ч���գ�ϵ�y�L�ٿ�����18-22m/s���_���ۉm���������������_98%���ϣ�
���ܿ��ƣ����ɉ������������ۉm��ȱO�y�x�����F�Ԅӆ�ͣ�c�L���{����
�����OӋ��ᘌ�úĥ����ȼ�����r�����÷��o늞V�ġ��o��й���b�ü������y���M��ATEX�����˜ʡ�
���������̑��ð�������
3.1 ��ɄP�h���Ŀ���`
��ij5000t/dˮ�����a�������У�����Sinovac����ʽ������ϵ�y��
ϵ�y���ã�29kW�������L�C+4�VͲ���m��+4m³���ς}�����wĥ�C�������b܇�g��ݔ���ȵ���
����Ч�������I�^���m��ȏ�12.8mg/m³����0.64mg/m³����m��ȏ�9.6mg/m³����0.66mg/m³��
�����ԣ�����շۉm1200�������sԭ�ϳɱ�36�fԪ���O��������½�40%��
3.2��ɄP������ϵ�y����
ᘌ�úĥ܇�g��ȼ���ۉm�����~�h���_�lEXϵ�з���������ϵ�y��
��ȫ�OӋ�������~�����o늞V�ġ��o���L�C�������O�y���b�ã�
���܅�����ؓ��-20kPa������3200Pa���^�VЧ��99.8%��
���ó�Ч����ijúĥϵ�y�����У��ۉm��ȏ�28g/m³����0.5g/m³��δ�l��ȼ���¹ʡ�
�ġ�ϵ�y�����c�\�S��������
4.1 �OӋ��������
��·���֣����íh��ܾW�OӋ���p�������pʧ�����h��DN100-DN150����
���m���OӋ�������ۉm�a�����O�ò�ͬҎ�����ڣ�ֱ��50-200mm�����L�ٿ�����16-20m/s��
���ܿ��ƣ�����PLC����ϵ�y�����F�cĥ�C�����b�C���O����ӆ�ͣ��
4.2 �\�S����Ҫ�c
-�V�ľS�o��ÿ�\��2000С�r�M���}�_������ң��V�ĉ����_8000-12000С�r��
-й©�z�y��ÿ��ʹ��ؓ����z�y��·�ܷ��ԣ�й©���������<1%��
-�ۉm���ã����շۉm�轛����̎������ˮ��������8%-10%���ɻ��á�
�塢���g�lչڅ���cչ��
�S�����I4.0�c̼�к�Ŀ�˵����M��������ϵ�y���ʬF����lչڅ�ݣ�
1.���ܻ�����������AIҕ�X�R�e���g�����F�ۉmԴ�ԄӶ�λ�c�������m��
2. ��̼�����죺��������ͬ��늙C�����������b�ã�ϵ�y�ܺĽ���15%-20%��
3. ģ�K���OӋ���_�l�˜ʻ�����ģ�K���s�̰��b�{ԇ���ڣ���7��s����3�죩��
������ϵ�yͨ�^ؓ�����m��Դ�^�����c�YԴ���յąfͬ���ã���Ч��Q��ˮ��ĥ�C���ۉm������ʹ�c���}�����̌��`������ԓ���g��ʹ���I�^�ۉm��Ƚ���90%���ϣ��깝�sԭ�ϳɱ���30�fԪ��ͬ�r�@�������O���\�з����ԡ�δ�����S�����ܻ�����̼�����g���ںϑ��ã�������ϵ�y���ɞ�ˮ���ИI�����ŷŸ�����P�I�b�䡣